English
English 中文简体
中文简体 русский
русский عربى
عربى
Content
- 1 What Butt Fusion Welding Machines Actually Do — The Short Answer
- 2 How the Butt Fusion Process Works Step by Step
- 3 Types of Butt Fusion Welding Machines on the Market
- 4 Key Machine Components You Need to Understand
- 5 Critical Process Parameters and How They Are Calculated
- 6 Common Defects in Butt Fusion Joints and Their Causes
- 7 How to Select the Right Butt Fusion Welding Machine for Your Project
- 8 Leading Manufacturers of Butt Fusion Welding Machines
- 9 Quality Control and Testing of Butt Fusion Joints
- 10 Butt Fusion vs. Electrofusion: When to Use Which
- 11 Machine Maintenance and Calibration Requirements
- 12 Effect of Environmental Conditions on Butt Fusion Quality
What Butt Fusion Welding Machines Actually Do — The Short Answer
Butt fusion welding machines join thermoplastic pipes — most commonly HDPE (high-density polyethylene) — by heating two pipe ends to a precise melt temperature, then pressing them together under controlled pressure to form a permanent, monolithic joint. The result is a joint that, when done correctly, is as strong as or stronger than the pipe itself, with no fittings, no adhesives, and no mechanical connectors involved.
This process is the backbone of water distribution networks, gas pipelines, industrial fluid systems, and mining slurry lines worldwide. Any engineer or contractor working with polyethylene pipe above DN 63mm (roughly 2.5 inches) will encounter butt fusion as the primary joining method. Understanding the machine — its components, its parameters, and its limitations — directly determines whether a joint holds for 50 years or fails within months.
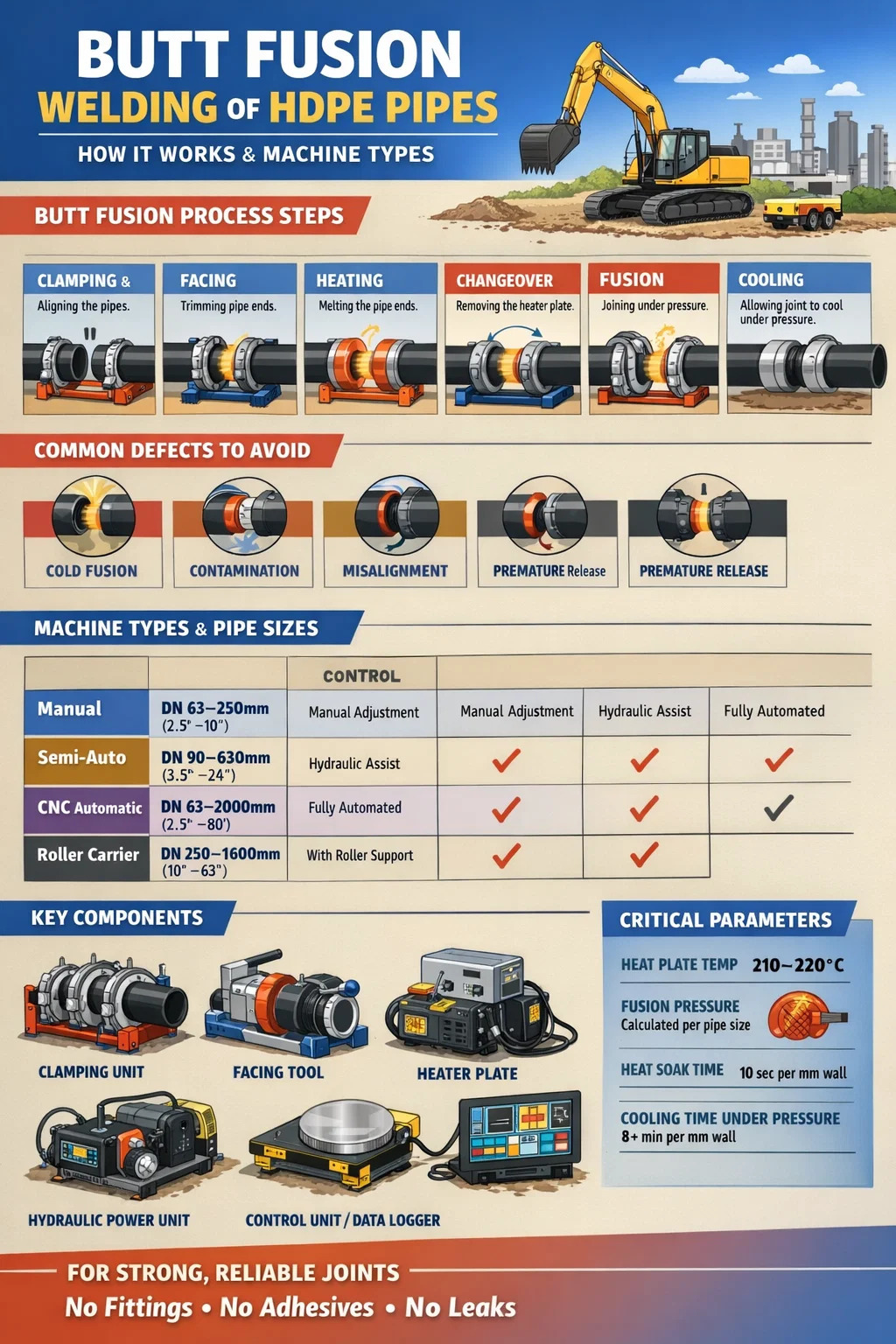
How the Butt Fusion Process Works Step by Step
The butt fusion welding process follows a strict sequence. Skipping or rushing any stage introduces defects that may not be visible externally but significantly reduce joint integrity. Here is the standard sequence used across industry:
Stage 1 — Clamping and Alignment
Pipe ends are loaded into the machine's clamping jaws. Proper alignment is critical — misalignment beyond 10% of wall thickness is considered a defect by ISO 21307 and DVS 2207-1 standards. Most modern machines include alignment guides and some include laser-assisted or digital alignment verification.
Stage 2 — Facing (Trimming)
A rotating planer or facing tool is inserted between the pipe ends and trims both faces simultaneously until they are flat, parallel, and free of contamination. The facing process is complete when continuous, unbroken ribbons of material are produced from both sides. Chips must be removed entirely before the next stage — any shavings left on the pipe face will cause weak spots.
Stage 3 — Heating
A heated plate (heater plate) is inserted between the two pipe ends. The plate temperature for HDPE is typically set between 200°C and 230°C (392°F–446°F), with 210°C–220°C being the most common working range. The pipe ends are pressed against the plate at a specified drag pressure (the minimum force needed to overcome machine friction) until a bead of the correct height forms around the circumference — typically 1mm to 2.5mm depending on pipe wall thickness. Then pressure is reduced to near zero while the pipe soaks and heat penetrates deeper into the wall. This soak time is critical and is calculated as approximately 10 seconds per millimeter of wall thickness.
Stage 4 — Plate Removal and Changeover
The heater plate is removed rapidly. This changeover must happen within a maximum time window — typically 3 to 6 seconds depending on pipe diameter. If the changeover takes too long, the molten surface cools below its fusion temperature and the joint will be cold. This is one of the most common causes of failed butt fusion joints in field conditions.
Stage 5 — Fusion (Joining Under Pressure)
The two pipe ends are brought together and fusion pressure is applied. This pressure must build up within a defined ramp time (typically 3–6 seconds for large diameter pipes) and then be maintained throughout the cooling phase. Fusion pressure is calculated based on pipe cross-sectional area and material-specific interfacial pressure requirements — for HDPE PE100, this is typically 0.15 N/mm² of pipe cross-sectional area.
Stage 6 — Cooling Under Pressure
The joint must cool completely under full fusion pressure before it is released from the clamps. Minimum cooling times under pressure are defined by standards — for a 40mm wall thickness pipe, this can mean holding pressure for over 60 minutes. Releasing pressure early causes the joint bead to deform and creates internal voids. Water cooling jackets can be used to accelerate this phase in some operations but must be applied correctly.
Types of Butt Fusion Welding Machines on the Market
Butt fusion welding machines are manufactured in a wide range of sizes and automation levels. The right choice depends on pipe diameter range, job site conditions, required throughput, and budget. Below is a breakdown of the main categories:
| Machine Type | Typical Diameter Range | Hydraulic System | Data Logging | Typical Use Case |
|---|---|---|---|---|
| Manual / Mechanical | DN 63–250mm | Manual screw or lever | None | Small repairs, tight budgets |
| Hydraulic Semi-Auto | DN 90–630mm | Hydraulic, manual control | Optional external logger | Standard pipeline construction |
| CNC / Fully Automatic | DN 63–2000mm | Servo-hydraulic, auto-controlled | Integrated, timestamped | Critical infrastructure, gas networks |
| Roller / Pipe Carrier Integrated | DN 250–1600mm | Hydraulic with roller support | Integrated | Large diameter municipal water mains |
| Compact / Portable | DN 20–125mm | Manual or battery-assisted | None or basic | Service connections, irrigation |
Manual Machines
Manual butt fusion machines rely on the operator to control pressure through a screw mechanism or hand-operated hydraulic pump. They have no automated timers and require experienced operators who can judge bead formation and changeover timing by eye. These are inexpensive — often under $5,000 USD — and are suitable for pipe diameters up to around DN 250mm in non-critical applications. Their major limitation is operator variability: joint quality depends heavily on individual skill and attention.
Hydraulic Semi-Automatic Machines
The most widely used class of butt fusion welding machines in pipeline construction, semi-automatic hydraulic units provide consistent, pressure-controlled operation while still relying on the operator for stage transitions and timing. A hydraulic power unit maintains exact pressure during the fusion and cooling phases, eliminating the variability of manual operation. Machines in this class from manufacturers like McElroy, Ritmo, Georg Fischer, and Widos typically cost between $15,000 and $80,000 USD depending on diameter capacity and accessories.
Fully Automatic CNC Butt Fusion Machines
Fully automatic machines — also called CNC fusion machines or data loggers-integrated machines — control every parameter of the weld cycle electronically. The operator inputs pipe size, SDR (standard dimension ratio), and material grade, and the machine calculates and executes all pressures, temperatures, timings, and transitions automatically. These machines record a complete traceable weld log for every joint, which is increasingly required on gas distribution networks and potable water projects. Entry-level CNC butt fusion machines from brands like Ritmo Bios or McElroy DataLogger units start around $40,000 USD, with large-diameter systems exceeding $250,000.
Key Machine Components You Need to Understand
Every butt fusion welding machine — regardless of brand or automation level — shares the same functional components. Understanding each one helps with both machine selection and troubleshooting on site.
- Frame and Clamping System: The structural backbone that holds pipe ends in precise axial alignment. Most machines use a two- or four-jaw clamping system. Reduction inserts allow a single frame to handle multiple pipe diameters — for example, a DN 630 machine can use inserts to weld DN 400 or DN 315 pipe.
- Facing Tool (Planer): An electrically driven rotating cutter that trims both pipe faces simultaneously. The facing tool must produce faces with a gap of no more than 0.3mm across the full diameter — a common quality check point. Dull or damaged blades are a leading cause of poor joint quality.
- Heater Plate: A flat aluminum plate with embedded electric heating elements, coated with PTFE (polytetrafluoroethylene) or similar non-stick material to prevent pipe material from sticking. Heater plate temperature uniformity is critical — temperature variation of more than ±5°C across the plate surface is a reason to reject the tool. Most plates have dual-sensor thermostat control.
- Hydraulic Power Unit (HPU): Provides controlled hydraulic pressure to the clamping cylinders. The HPU must be capable of delivering consistent pressure across the full stroke range. Pressure is monitored via gauge or transducer and must be calibrated regularly — monthly calibration is standard practice on contracted pipeline work.
- Control Unit / Data Logger: On automated machines, a PLC or dedicated controller manages the weld cycle and records parameters including plate temperature, pressures at each stage, timing, ambient temperature, and operator ID. These logs are exported via USB, Bluetooth, or cloud sync and form part of the quality record for the pipeline.
- Pipe Supports / Rollers: For larger diameter pipe, rollers or pipe stands support the pipe weight to prevent the machine frame from bearing the full load. Unsupported heavy pipe causes axial offset during fusion and is a significant defect risk.
Critical Process Parameters and How They Are Calculated
Butt fusion is a parameter-driven process. Every machine setting must be calculated or verified against the applicable welding standard before work begins. The two most widely used standards are ISO 21307 (international) and DVS 2207-1 (German, widely adopted globally). Some national gas and water authorities publish additional or modified welding procedures.
Heater Plate Temperature
For HDPE PE80 and PE100, the standard plate temperature range is 200°C to 230°C. Most welding procedures specify 210°C ±10°C. Lower temperatures produce incomplete fusion. Higher temperatures degrade the polymer. Temperature must be verified with a calibrated contact thermometer or pyrometer at the start of each welding session and at regular intervals — not just trusted from the machine's built-in display, which may not account for surface heat loss in cold weather.
Fusion Pressure (Joining Pressure)
Fusion pressure is calculated from the required interfacial pressure multiplied by the pipe's annular cross-sectional area, then divided by the cylinder area of the machine to give a hydraulic gauge reading. The formula is:
P(gauge) = [p(interface) × A(pipe)] / A(cylinder) + P(drag)
Where p(interface) for HDPE is typically 0.15 N/mm². This calculation must be performed for each machine-pipe combination and recorded in the welding procedure specification (WPS). Using incorrect fusion pressure is one of the most common procedural errors in the field.
Heat Soak Time
Heat soak time during the heating phase is calculated as approximately 10 seconds per millimeter of pipe wall thickness under ISO 21307. For a pipe with a 30mm wall (common in DN 500 SDR17 pipe), this means a minimum soak time of 300 seconds — 5 full minutes with the pipe pressed lightly against the heater plate. Reducing this time to save cycle time is a common field shortcut that produces cold, under-fused joints.
Cooling Time Under Pressure
Cooling time under pressure is calculated from wall thickness as well. ISO 21307 specifies a minimum of approximately 8 minutes per millimeter of wall thickness for ambient temperatures above 10°C. Below 5°C ambient temperature, cooling times must be extended significantly and wind shielding or insulating blankets are required. On a 40mm wall thickness pipe at 5°C, minimum cooling time under pressure would exceed 90 minutes. No movement, vibration, or pressure release is permitted during this window.
Bead Height
The bead that forms at the joint face during heating is a visual indicator of correct fusion. Bead height standards vary slightly between specifications but typically require a symmetric double bead with a height of approximately 0.5mm for thin-wall pipe rising to 3mm or more for thick-wall pipe. The bead-to-bead valley should not be lower than the pipe outer surface. Asymmetric beads indicate misalignment. No bead indicates insufficient heating or pressure. Excessively large beads indicate overheating or excessive pressure.
Common Defects in Butt Fusion Joints and Their Causes
Understanding failure modes in butt fusion welding is essential for both operators and quality inspectors. The following defects appear repeatedly in failure investigations:
- Cold fusion: Occurs when plate removal and pipe joining take too long, or when ambient temperatures are very low without adequate compensation. The joint appears normal externally but has minimal molecular bonding internally. It fails at pressures far below pipe rating. Cold fusion is the most dangerous defect because it is not visible without destructive testing.
- Contamination: Pipe face contamination from dirt, oil, solvents, or moisture prevents bonding. Even fingerprints on a freshly faced pipe surface have been shown to reduce joint strength by up to 30% in laboratory conditions. Operators must not touch faced pipe ends and should wear clean gloves.
- Misalignment: Axial offset between the two pipe ends creates a step in the bore which induces stress concentration. ISO 21307 limits this to 10% of wall thickness. Beyond this, the joint must be cut out and redone.
- Incorrect pressure: Insufficient fusion pressure leads to incomplete flow of the molten material. Excessive pressure squeezes the melt out too quickly, reducing the bonded zone depth. Both produce weak joints despite normal bead appearance.
- Premature release from clamps: Releasing pressure or moving the pipe before the joint has fully cooled causes bead deformation, internal void formation, and residual stress in the joint zone.
- Degraded heater plate coating: A damaged PTFE coating on the heater plate causes pipe material to stick and tear away during plate removal, leaving voids in the melt surface. Plates with visibly damaged coatings must be replaced — field repairs with tape or spray coatings are not acceptable.
How to Select the Right Butt Fusion Welding Machine for Your Project
Selecting a butt fusion machine involves more than matching the machine's nominal diameter capacity to your pipe. Here are the factors that matter in practice:
Diameter Range and SDR Compatibility
Every machine has a diameter range and a wall thickness range. A DN 630 machine frame may physically accommodate the pipe, but if the hydraulic cylinder area is not sufficient to generate the required fusion pressure for a thick-wall SDR 11 pipe at that diameter, the machine is not suitable for that job. Always verify that the machine's hydraulic system can deliver the required fusion pressure in bar (or psi) for your specific pipe OD and wall thickness combination.
Traceability and Data Logging Requirements
Many gas utility and water authority contracts now mandate 100% traceable weld data logging for every joint. If your project has this requirement, a machine without an integrated data logger is simply not compliant — fitting an external logger to a manual machine is often not accepted by clients. Verify contract requirements before procurement or rental.
Site Conditions and Portability
Large-diameter butt fusion machines for DN 800–1200mm pipe can weigh over 2,000 kg and require crane placement into the trench. For remote or access-restricted sites, lighter modular machines that can be broken down for manual handling are preferable even if they require longer setup time. Also consider power availability — heater plates typically draw between 1.5 kW and 15 kW depending on size, and the facing tool adds additional load. Generator sizing is a common oversight on remote projects.
Operator Certification Requirements
The machine is only as good as its operator. In most countries, butt fusion operators must hold current welding certification — DVS DVGW GW 330 in Germany, WIS 4-32-08 in the UK, or equivalent national schemes. Some automatic machines include operator ID login features that lock the machine if the logged-in operator does not have valid certification in the machine's database. Training and certification costs should be factored into machine selection decisions when building or expanding a crew.
Rental vs. Purchase Economics
For contractors doing occasional butt fusion work, renting from a specialist supplier often makes more economic sense than purchasing. Rental rates for a mid-range hydraulic butt fusion machine (DN 90–630mm) typically run $500 to $2,000 per week depending on region and included accessories. Full-featured CNC machines rent for $3,000 to $8,000 per week. Purchase becomes favorable when utilization exceeds roughly 20 weeks per year, factoring in maintenance, calibration, and insurance costs.
Leading Manufacturers of Butt Fusion Welding Machines
The market for butt fusion welding machines is dominated by a handful of established manufacturers with global distribution networks. Here is an overview of the most widely used brands and what distinguishes them:
- McElroy (USA): McElroy is arguably the most recognized name in butt fusion equipment globally, particularly in North American gas and water markets. Their TracStar and Pitbull series are self-propelled machines for trench use, and their DataLogger system is widely accepted by utilities. McElroy machines are built for durability in harsh field environments and carry strong resale value.
- Georg Fischer (Switzerland): GF Piping Systems manufactures a complete range of butt fusion machines from their ROWELD series, covering DN 63 to DN 2000mm. Their systems are particularly prominent in European infrastructure projects and are engineered to comply with DVS and ISO standards. GF machines are often specified by European gas utilities.
- Ritmo (Italy): Ritmo offers a broad range from compact portable units to large-diameter fully automatic CNC machines. Their Bios series CNC machines are well regarded for data logging capability and are used across water, gas, and industrial applications. Ritmo provides strong support across Europe, Middle East, and Asia-Pacific markets.
- Widos (Germany): Widos specializes in butt fusion and fitting welding machines with a strong focus on precision engineering. Their machines are commonly found on German and Austrian gas network projects. They also offer custom solutions for large-diameter and industrial applications.
- Rothenberger (Germany): Known primarily for pipe tools and heating equipment, Rothenberger produces a solid range of mid-market butt fusion machines that are competitively priced and widely distributed through tool hire networks. More common in smaller diameter service work than in large transmission main projects.
- Leister (Switzerland): While primarily known for hot air welding and extrusion welding, Leister produces butt fusion equipment for sheet and panel applications, particularly relevant in geomembrane lining and tank fabrication contexts.
Quality Control and Testing of Butt Fusion Joints
Completing a weld is not the same as confirming a weld is good. Quality control for butt fusion joints involves both in-process controls and post-weld inspection. Most pipeline standards require a combination of the following:
Visual Inspection
Every joint is visually inspected against bead geometry criteria defined in the applicable standard. Inspectors check bead height, symmetry, continuity around the full circumference, and misalignment. Visual inspection alone cannot detect cold fusion or subsurface voids — it only screens for obviously defective joints.
Destructive Testing (Bend Tests)
The standard method for confirming fusion quality is the bend test, where a section is cut from the joint and bent back 180°. A good joint bends without cracking through the weld interface — failure occurs in the pipe body, not the joint. Many welding procedures require destructive testing of at least one joint per operator per day, taken from a test coupon welded under the same conditions as production joints.
Non-Destructive Testing
Phased array ultrasonic testing (PAUT) is the most capable NDT method for butt fusion joints and can detect lack of fusion, voids, and inclusions without cutting the pipe. PAUT is specified for high-consequence pipelines including gas transmission mains above certain diameter and pressure thresholds. It requires specialist equipment and trained technicians. Conventional radiography is not effective on polyethylene due to the low density contrast between fused and unfused material.
Hydrostatic Pressure Testing
Pipeline sections are pressure tested with water at 1.5 times maximum operating pressure before commissioning. This catches gross defects but is not sensitive enough to detect marginally weak joints that would pass initially and fail years later under fatigue or surge conditions. Hydrostatic testing is a commissioning requirement, not a substitute for per-joint quality control.
Butt Fusion vs. Electrofusion: When to Use Which
Butt fusion and electrofusion (EF) are both standard methods for joining polyethylene pipe, and they are not interchangeable in all situations. Understanding when each method is appropriate avoids specification errors that can cause significant rework.
| Criterion | Butt Fusion | Electrofusion |
|---|---|---|
| Minimum practical diameter | DN 63mm (can go lower) | DN 20mm and up |
| Sensitivity to contamination | High | Very high |
| Equipment cost | High (machine-intensive) | Low machine cost, high fitting cost |
| Suitability in confined space | Limited by machine size | Excellent |
| Throughput (joints per day) | Higher for large diameter straight runs | Higher for small diameter and fittings |
| Traceability | Requires CNC machine or external logger | Barcode scanning built into most EF controllers |
In practice, most large pipeline projects use butt fusion as the primary joining method for straight pipe runs and electrofusion for connections, tees, bends, and service connections. The two methods complement each other rather than compete.
Machine Maintenance and Calibration Requirements
Butt fusion welding machines require systematic maintenance to perform consistently. A machine that is mechanically sound but out of calibration can produce defective joints while all visible parameters appear correct. Key maintenance requirements include:
- Hydraulic system calibration: The hydraulic gauge or pressure transducer must be calibrated against a traceable reference standard. Most standards and utility specifications require calibration at least annually, and many require calibration before each new project or contract. Calibration certificates must be available on site for inspection.
- Heater plate temperature verification: The plate thermostat must be verified with a calibrated contact thermometer or IR thermometer at the start of each working shift. Surface temperature across the plate must be uniform — check at multiple points, not just the centre.
- PTFE coating inspection: Heater plate non-stick coatings must be inspected before each use. Any areas of peeling, discolouration, or sticking material must be investigated. Do not attempt to repair coating with tape or spray — replace the plate or send it for professional recoating.
- Facing tool blade condition: Planer blades must be sharp and undamaged. Dull blades produce ragged faces, generate excessive heat, and cause material smearing. Most manufacturers recommend blade replacement after every 50 to 100 facing operations, or whenever face quality degrades.
- Frame and jaw alignment check: The machine frame alignment must be verified periodically using dial gauges or alignment bars. Frame damage from transport, rough handling, or heavy loads in the trench can introduce misalignment that is invisible during normal operation.
- Hydraulic fluid and seals: Hydraulic fluid should be changed per manufacturer schedule. Leaking hydraulic cylinders cause pressure drop during the cooling phase and are a leading source of defective joints in poorly maintained machines.
Effect of Environmental Conditions on Butt Fusion Quality
Butt fusion welding is sensitive to environmental conditions in ways that many operators underestimate, particularly those experienced in metal welding where ambient temperature variations have less impact.
Cold Weather Welding
In ambient temperatures below 5°C, HDPE pipe is stiffer and slower to heat through its wall. Heat soak times must be extended, and cooling times increase substantially. Most standards prohibit butt fusion welding below -5°C without special precautions. In practice, windbreak shelters and pipe preheating to at least 5°C are standard practice for cold weather fusion work. Ignoring cold weather requirements and using standard parameters produces systematically weak joints.
Hot Weather and Direct Sunlight
At the other extreme, pipe that has been left in direct sunlight on a hot day may have a surface temperature significantly higher than ambient. Hot pipe heats faster, reaching the correct melt state sooner than the soak time calculation assumes. Shade pipe before welding and measure pipe surface temperature to confirm it is within the 0°C–40°C pre-weld temperature range specified in most procedures.
Wind and Dust
Wind accelerates cooling of both the heater plate and the pipe melt surface during changeover. Even moderate wind — 15 km/h — can cool the pipe face significantly during the critical changeover phase. Dust contamination of the freshly faced pipe surface is an invisible but serious problem. A welding shelter or tent that blocks wind and dust is standard equipment on quality-managed projects, not an optional convenience.