English
English 中文简体
中文简体 русский
русский عربى
عربى
Content
- 1 The 3 Basic Types of Fusion Welding: A Direct Answer
- 2 Type 1: Butt Fusion Welding — The Most Widely Used Method
- 3 Type 2: Electrofusion Welding — Precision in Confined Spaces
- 4 Type 3: Socket Fusion Welding — Small Diameter, High Volume
- 5 Side-by-Side Comparison of All Three Fusion Welding Types
- 6 Butt Fusion Welding Machines: What to Look for When Selecting Equipment
- 7 Common Defects in Fusion Welding and How to Prevent Them
- 8 Applicable Standards and Operator Certification for Fusion Welding
- 9 Choosing the Right Fusion Welding Method for Your Project
The 3 Basic Types of Fusion Welding: A Direct Answer
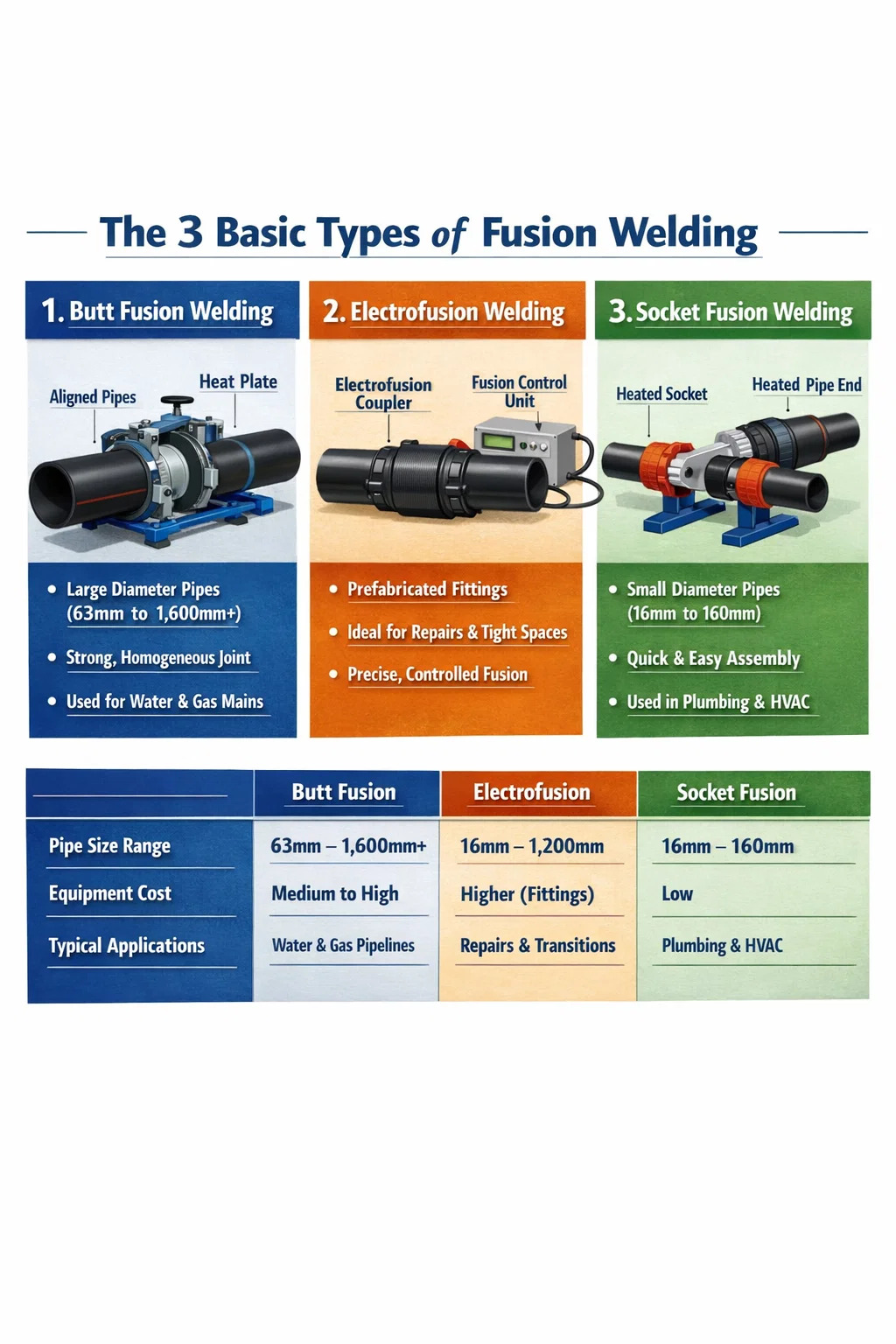
The three basic types of fusion welding are butt fusion welding, electrofusion welding, and socket fusion welding. These methods are the foundation of thermoplastic pipe joining across water supply, gas distribution, industrial piping, and infrastructure projects worldwide. Each type uses heat to melt and fuse materials together without the need for adhesives or mechanical fasteners, producing joints that often match or exceed the strength of the parent pipe material.
While all three fall under the umbrella of fusion welding, they differ significantly in equipment requirements, joint geometry, pipe size suitability, and operational complexity. Understanding these differences is essential before selecting a joining method or investing in butt fusion welding machines or other fusion equipment for a specific application.
Type 1: Butt Fusion Welding — The Most Widely Used Method
Butt fusion welding is the most commonly used thermoplastic pipe joining technique globally, particularly for polyethylene (PE) and polypropylene (PP) pipes ranging from 63mm to over 1,600mm in diameter. The process involves heating the squared-off ends of two pipe sections against a flat heating plate, removing the plate once the material reaches the correct melt temperature, and then pressing the molten ends together under controlled pressure to form a continuous, homogeneous joint.
How Butt Fusion Welding Machines Work
Butt fusion welding machines consist of several key components: a clamping frame to hold pipes in axial alignment, a facing tool (trimmer) that machines the pipe ends flat and parallel, a heating plate with precise temperature control, and a hydraulic or mechanical drive system that controls joining force and speed. Modern butt fusion welding machines are available in manual, semi-automatic, and fully automatic CNC configurations, with automatic machines recording all weld parameters digitally for quality traceability.
The standard butt fusion process follows four critical phases as defined by international standards such as DVS 2207-1 and ISO 21307:
- Bead-up phase: The pipe ends are pressed against the heating plate at a specified pressure to form an initial melt bead, typically 0.5mm to 1.0mm per side.
- Heat soak phase: Pressure is reduced to near zero while heat penetrates deeply into the pipe wall. The duration depends on pipe wall thickness — roughly 10 seconds per millimeter of wall thickness.
- Changeover phase: The heating plate is removed and the two pipe ends are brought together. This must be completed in under 5–6 seconds for pipes above SDR 17 to prevent premature cooling.
- Joining and cooling phase: Pressure is applied gradually to the joining force level and maintained throughout the cooling period, which can range from 10 minutes for small diameter pipes to over 60 minutes for large diameter pipes.
Types of Butt Fusion Welding Machines by Size Class
Butt fusion welding machines are categorized by the pipe diameter range they can accommodate:
| Machine Class | Diameter Range | Typical Application | Drive System |
|---|---|---|---|
| Compact / Portable | 63mm – 250mm | Residential, small utility pipelines | Manual / Hydraulic |
| Mid-Range | 160mm – 630mm | Municipal water and gas networks | Hydraulic |
| Large Diameter | 400mm – 1,200mm | Transmission mains, industrial plant | Hydraulic / CNC |
| Extra Large / Custom | 1,000mm – 1,600mm+ | Mining slurry lines, large infrastructure | Full CNC Automatic |
Key Advantages of Butt Fusion Welding
- Produces a fully monolithic joint with tensile strength equal to or greater than the pipe itself — typically above 20 MPa for PE100 material.
- No consumables required beyond the pipe material itself — no couplings, fittings, or adhesives.
- Suitable for large diameter applications where electrofusion or socket fusion would be impractical or prohibitively expensive.
- Widely accepted by international standards including ISO 21307, ASTM F2620, and EN 12201.
- Long service life — properly made butt fusion joints in PE100 pipe are rated for over 50 years under design pressures.
Limitations to Consider
- Requires precise alignment — even minor angular misalignment can produce a defective joint that fails under pressure cycling.
- Sensitive to ambient conditions: butt fusion in temperatures below 0°C or above 40°C requires special precautions such as tenting or extended heating times.
- Not suitable for joining pipes of dissimilar materials or SDR (Standard Dimension Ratio) classes without engineering review.
- The cooling period extends total cycle time significantly for large wall thicknesses, reducing daily joint output on large diameter projects.
Type 2: Electrofusion Welding — Precision in Confined Spaces
Electrofusion welding uses prefabricated fittings containing embedded electrical resistance wire coils. When an electrofusion controller passes a controlled electrical current through the coil, it generates heat from within the fitting wall, melting both the fitting interior and the outer surface of the pipe simultaneously. The two molten surfaces fuse together under containment pressure from the fitting body, creating a strong, leak-free joint.
This method is particularly valuable in situations where butt fusion welding machines cannot access the joint location — for example, in narrow trenches, inside buildings, on repair work with limited straight pipe length, or when connecting to existing live pipelines using electrofusion saddle tees. The entire process is controlled by scanning the barcode on the fitting, which automatically sets the correct fusion voltage, time, and cooling period.
Where Electrofusion Outperforms Butt Fusion
Electrofusion is the method of choice for pipe diameters below 63mm where butt fusion becomes mechanically difficult, and for connecting branch lines, elbows, reducers, and end caps where the fitting geometry makes butt fusion impossible. It is also the standard technique for gas service connections to distribution mains in many countries, with gas utilities in the UK, Germany, and Australia specifying electrofusion couplers for all service pipe connections as a matter of policy.
The cost of electrofusion fittings is substantially higher than plain pipe — a DN200 electrofusion coupler might cost 10 to 20 times more than the equivalent length of plain pipe. This makes it economical for repair, connection, and transition points, but impractical as the primary joining method for long straight runs where butt fusion welding machines deliver far lower joint costs.
Critical Preparation Requirements
- Pipe surface must be scraped to remove the oxidized outer layer — a minimum scrape depth of 0.1mm to 0.2mm is required to expose virgin PE material.
- The scraped area must be cleaned with isopropyl alcohol immediately before insertion into the fitting.
- Pipe ovality must be corrected using re-rounding clamps before fusion for pipes above SDR 17.
- Alignment clamps must be left in position throughout the full cooling period — premature removal is a leading cause of joint failure in field conditions.
Type 3: Socket Fusion Welding — Small Diameter, High Volume
Socket fusion welding is primarily used for smaller diameter thermoplastic pipes — typically 16mm to 160mm — in materials such as CPVC, PVC, PP-R, and PVDF. The process involves simultaneously heating the outside of a pipe spigot and the inside of a socket fitting on a dual-sided heating tool, then quickly removing both from the heater and pushing them together to form a fused joint as the surfaces cool under slight compressive force.
This method is extremely fast — an experienced technician can complete a socket fusion joint in under 30 seconds for small diameters — making it well suited to high-volume plumbing installations, HVAC piping, chemical dosing systems, and laboratory pipework. The fittings for socket fusion are manufactured with a slight taper interference fit, which ensures self-alignment and containment during the fusion process without requiring external clamping.
Comparison to Butt Fusion for Small Diameter Work
For pipes below 63mm, socket fusion is generally faster and simpler to execute than butt fusion, and the equipment cost is significantly lower — a basic socket fusion iron kit may cost under $500 versus several thousand dollars for entry-level butt fusion welding machines. However, socket fusion joints introduce a flow restriction due to the internal bead and fitting geometry, making butt fusion preferable for pressure-critical or flow-critical applications even at smaller diameters.
Limitations of Socket Fusion
- Not recommended for pipe diameters above 160mm — the risk of uneven heating and poor joint quality increases rapidly with diameter.
- Requires precise timing — overheating or underheating by even a few seconds can produce a weak joint or material degradation.
- Cannot be used to join dissimilar pipe materials without compatible socket fittings.
- Joint quality depends heavily on operator skill and consistency, making it more variable than automated butt fusion or electrofusion processes.
Side-by-Side Comparison of All Three Fusion Welding Types
| Feature | Butt Fusion | Electrofusion | Socket Fusion |
|---|---|---|---|
| Typical Diameter Range | 63mm – 1,600mm+ | 16mm – 1,200mm | 16mm – 160mm |
| Equipment Cost | Medium to High | Low (controller only) | Very Low |
| Consumable Cost per Joint | Very Low | High (fittings) | Medium (fittings) |
| Joint Strength | Equal to pipe | Equal to pipe | Slightly less |
| Skill Level Required | High (operator trained) | Medium | Low to Medium |
| Suitability for Confined Spaces | Limited | Excellent | Good |
| Data Logging / Traceability | Available on CNC machines | Standard on controllers | Not standard |
Butt Fusion Welding Machines: What to Look for When Selecting Equipment
Selecting the right butt fusion welding machine for a project goes beyond matching pipe diameter. Several technical and operational factors determine whether a machine will consistently produce compliant joints over the life of a project.
Heating Plate Temperature Accuracy
The heating plate must maintain a surface temperature of 200°C to 230°C for standard PE pipe fusion. Temperature variation across the plate surface should not exceed ±5°C according to ISO 12176-1. Plates with inferior temperature control — typically found in budget machines — can produce cold zones that result in incomplete fusion or hot zones that degrade the pipe material, both of which create joints that fail hydrostatic pressure testing.
Hydraulic System Pressure Control
The hydraulic system in a butt fusion welding machine must be capable of applying drag pressure compensation — meaning the machine automatically accounts for the friction of the carriage and pipe mass when calculating and applying the net joining force. Without this compensation, larger and heavier pipes will receive insufficient joining pressure, producing joints with inadequate bead formation. Drag pressure compensation is a standard feature on quality machines and should be verified before purchase.
Facing Tool (Trimmer) Quality
The facing tool must produce pipe end surfaces that are flat, parallel, and perpendicular to the pipe axis. Any gap between the two faced ends of more than 0.3mm for pipes up to 250mm diameter, or proportionally larger for bigger pipes, is outside tolerance and requires re-facing. Worn or poorly maintained trimmer blades are a common source of avoidable joint defects on site.
Automatic vs Manual Butt Fusion Welding Machines
For projects with quality assurance requirements — such as gas transmission pipelines, potable water mains, or industrial chemical lines — fully automatic CNC butt fusion welding machines provide significant advantages:
- All weld parameters (temperature, pressure, time, ambient conditions) are recorded digitally and stored against a unique joint identification number.
- Operator input is minimized during the joining phase, reducing human error.
- Records can be downloaded and submitted to the pipeline owner or certifying authority as part of as-built documentation.
- Some systems include RFID or barcode scanning to link weld records directly to pipe batch numbers and operator certifications.
Leading manufacturers of butt fusion welding machines include McElroy (USA), Ritmo (Italy), Worldpoly (Australia), Georg Fischer (Switzerland), and Widos (Germany), each offering product lines across the full diameter range from portable manual units to large-diameter CNC systems.
Common Defects in Fusion Welding and How to Prevent Them
Regardless of which of the three fusion welding types is used, certain defect mechanisms are common across all methods. Recognizing and preventing these is fundamental to achieving reliable, long-service joints.
Cold Fusion
Cold fusion occurs when insufficient heat energy is applied to the pipe or fitting surfaces before joining. The surfaces appear fused but have not achieved full intermolecular bonding. A joint with cold fusion can appear visually identical to a good joint while having only 20–40% of the expected tensile strength. Cold fusion typically results from shortened heating times, contaminated heating plates with reduced heat transfer, or ambient wind cooling the pipe ends during changeover. It is the most insidious fusion defect because it passes visual inspection.
Contaminated Joint Surfaces
Dirt, moisture, oil, or pipe extrusion release agents on the fusion zone prevent proper bonding. In butt fusion, this most commonly results from contaminated heating plates — plates should be cleaned with clean lint-free cloths and no chemical solvents other than those specified by the machine manufacturer. In electrofusion, contamination of the scraped pipe surface between scraping and insertion is a leading failure cause.
Angular Misalignment
Angular misalignment in butt fusion joints concentrates stress on the thinner side of the joint cross-section under pressure or bending loads. Standards such as DVS 2207-1 limit the allowable angular deviation to less than 5mm measured across the pipe diameter after facing. Machines with worn or damaged clamp jaws are a primary cause of recurring misalignment problems on site.
Insufficient Bead Formation in Butt Fusion
The double-roll bead formed on the outside of a completed butt fusion joint is a visual indicator of fusion quality. Standards specify minimum and maximum bead widths based on pipe diameter and SDR — for example, a DN200 SDR11 joint should produce a bead width of approximately 6mm to 10mm on each side. A bead that is too narrow indicates insufficient heat soak or joining pressure; a bead that is excessively wide may indicate overheating or excessive joining force. Both produce substandard joints.
Applicable Standards and Operator Certification for Fusion Welding
Fusion welding of pressure pipes is regulated by a range of international and national standards. Compliance with these standards is not optional on regulated pipeline projects — non-compliance can result in rejection of completed work and significant rework costs.
- ISO 21307 — Plastics pipes and fittings: unified requirements for butt fusion welding of PE pipes and fittings used in water and gas supply systems.
- DVS 2207-1 — German standard for hot gas and hot tool butt welding of thermoplastics — widely adopted internationally as a technical reference.
- ASTM F2620 — Standard practice for heat fusion joining of polyethylene pipe and fittings, used primarily in North American projects.
- EN 12176 — Specification for butt fusion welding machines for PE pipes used in water and gas supply.
- ISO 12176-2 — Equipment for the electrofusion joining of polyethylene piping systems.
Operator certification is required by most gas and water utilities. In Europe, the DVS certification scheme for plastic pipe welders is widely recognized. In Australia, the Plastics Industry Pipe Association (PIPA) operates a welder certification program. In the USA, many pipeline contractors require operators to hold current certification under the relevant utility or ASME/AWS standards. Certification typically requires both written examination and practical assessment of welded test pieces.
Choosing the Right Fusion Welding Method for Your Project
The decision between butt fusion, electrofusion, and socket fusion should be based on a clear-eyed assessment of pipe diameter, site conditions, volume of joints, quality requirements, and total cost — not simply on equipment availability.
For long straight runs of large diameter PE pipe in water or gas transmission projects, butt fusion welding machines deliver the lowest cost per joint and produce the most consistent results when operated by trained personnel. A single butt fusion welding machine on a large diameter project can complete 20 to 40 joints per day, depending on pipe size and site conditions.
For repair work, connections, and locations where machine access is restricted, electrofusion is the correct choice regardless of the cost premium on fittings. The ability to make a high-integrity joint in a 600mm wide trench with only a compact controller and an alignment clamp is simply not replicable with any butt fusion welding machine.
For small diameter plumbing, HVAC, and industrial pipework in PP-R, CPVC, or PVDF materials below 110mm, socket fusion provides the fastest cycle time and lowest equipment investment, making it the standard choice for building services applications worldwide.
In practice, most large pipeline projects use all three methods at different points: butt fusion welding machines for the mainline, electrofusion for connections and repairs, and socket fusion for instrument tapping points and small ancillary pipework. Understanding the strengths and limitations of each method — and having operators trained and certified in all three — is the mark of a competent pipeline contractor.