English
English 中文简体
中文简体 русский
русский عربى
عربى
Content
- 1 The Definitive Answer: Three Primary Categories of Fusion Welding
- 2 Arc Welding: The Backbone of Industrial Construction
- 3 Gas Welding: The Traditional Heat Source
- 4 High-Energy Beam Welding: Precision and Power
- 5 Butt Fusion Welding: The Specialty for Infrastructure
- 6 How Butt Fusion Welding Machines Operate in the Field
- 7 Safety and Quality Standards in Fusion Welding
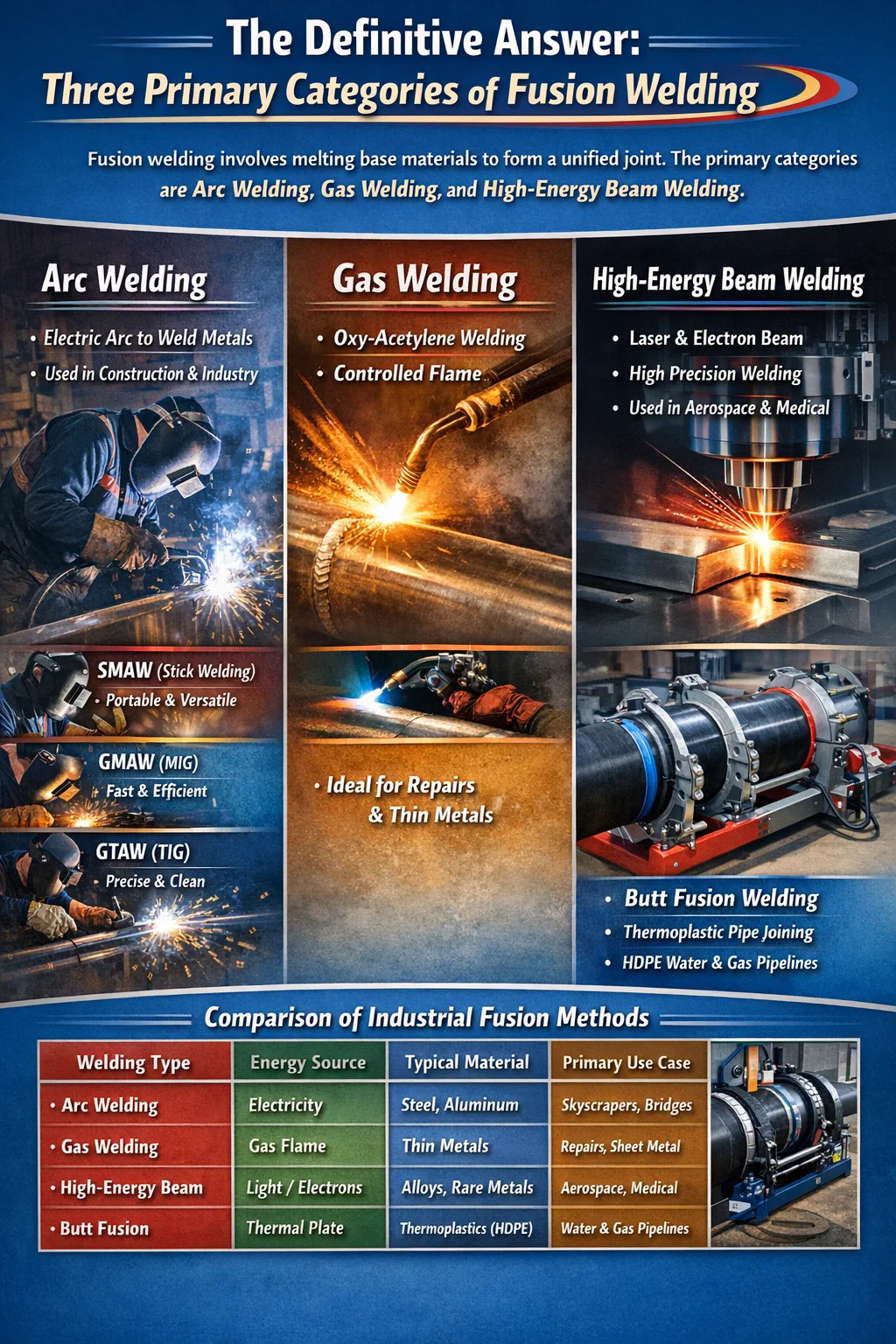
The Definitive Answer: Three Primary Categories of Fusion Welding
Fusion welding is a joining process that uses heat to melt the base materials, often with the addition of a filler metal, to create a single, continuous piece upon cooling. The three most significant types of fusion welding are Arc Welding, Gas Welding, and High-Energy Beam Welding. While these represent the chemical and electrical methods of joining metals, the industry also relies heavily on specialized mechanical thermal processes like those performed by Butt Fusion Welding Machines for thermoplastic piping systems.
Arc Welding: The Backbone of Industrial Construction
Arc welding is perhaps the most visible form of fusion welding. It utilizes an electric power supply to create an electric arc between an electrode and the base material. This arc generates temperatures exceeding 3,500 degrees Celsius, which is more than enough to melt most commercial metals.
Key Sub-types of Arc Welding
- Shielded Metal Arc Welding (SMAW): Commonly known as stick welding, often used in outdoor construction due to its portability.
- Gas Metal Arc Welding (GMAW/MIG): Uses a continuous wire feed and shielding gas, favored in automotive manufacturing for its speed.
- Gas Tungsten Arc Welding (GTAW/TIG): Offers the highest precision, used for stainless steel and non-ferrous metals in aerospace.
For instance, in the construction of a skyscraper, thousands of individual arc welds are performed to secure the structural steel beams. The integrity of these joints is what allows the building to withstand seismic forces and high winds.
Gas Welding: The Traditional Heat Source
Gas welding, specifically Oxy-Acetylene welding, is one of the oldest fusion processes. It relies on the combustion of fuel gases with oxygen to produce a concentrated flame. While slower than arc welding, it offers a high degree of control over the temperature of the weld pool.
Applications and Benefits
Gas welding is frequently seen in repair shops and for thin metal sheets. Because the flame can be adjusted to be oxidizing, neutralizing, or carburizing, it provides versatility in how the metal is treated during the melt. For example, a technician might use gas welding to repair a vintage car fender where delicate heat management is required to prevent warping the thin sheet metal.
High-Energy Beam Welding: Precision and Power
This category includes Laser Beam Welding (LBW) and Electron Beam Welding (EBW). These processes use highly concentrated beams of light or electrons to melt the material. The energy density is so high that the weld can be extremely deep and narrow, minimizing the "heat-affected zone."
In the medical device industry, laser welding is used to seal pacemakers. The joint must be 100% hermetic, and the heat must be so localized that it doesn't damage the sensitive electronics inside the casing. This level of precision is impossible with traditional arc or gas methods.
Butt Fusion Welding: The Specialty for Infrastructure
While the three types mentioned above focus largely on metals, fusion welding is equally critical in the world of polymers. Butt Fusion Welding Machines are the essential tools used to join High-Density Polyethylene (HDPE) pipes end-to-end. This is a specialized form of fusion that uses a heating plate rather than an arc or flame.
Comparison of Industrial Fusion Methods
| Welding Type | Energy Source | Typical Material | Primary Use Case |
|---|---|---|---|
| Arc Welding | Electricity | Steel, Aluminum | Skyscrapers, Bridges |
| Gas Welding | Gas Flame | Thin Metals | Maintenance, Braze-welding |
| High-Energy Beam | Light/Electrons | Alloys, Rare Metals | Aerospace, Medical |
| Butt Fusion | Thermal Plate | Thermoplastics (HDPE) | Water & Gas Pipelines |
How Butt Fusion Welding Machines Operate in the Field
In municipal water projects, the use of Butt Fusion Welding Machines is standard practice. The process follows a strict mechanical sequence to ensure the pipe joint is as strong as the pipe itself. This prevents the "leaky pipe" syndrome common with older mechanical gaskets.
- Secure the pipe ends in the machine's clamps.
- Face the ends using a rotating planer to ensure perfect alignment.
- Apply a heated plate to the ends until the plastic reaches a molten state.
- Remove the plate and join the molten ends under a specific hydraulic pressure.
- Allow the joint to cool undisturbed to form a permanent bond.
A single large-scale pipeline project might require hundreds of these welds. If the Butt Fusion Welding Machines are properly calibrated, the resulting pipeline can remain in service for over 50 years without the need for joint maintenance.
Safety and Quality Standards in Fusion Welding
Regardless of the type, fusion welding is an intensive process that requires strict adherence to safety protocols. High temperatures, sparks, and intense light are common hazards. Professional welders use specialized gear, and in the case of automated systems like hydraulic butt-fusion units, technicians must monitor pressure gauges and timers to ensure a successful bond.
Quality control often involves non-destructive testing, such as X-ray or ultrasonic inspection, to ensure there are no hidden air bubbles or cracks within the weld. In critical applications like oil pipelines or nuclear power plants, a single failure in a fusion weld can have catastrophic consequences, which is why certification for both the machines and the operators is mandatory.